 English
English- English
-
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Дом
>
Продукты > Токарно-фрезерный комбинированный станок
>
Токарно-фрезерный станок с внутренней трехкривой канавкой






Токарно-фрезерный станок с внутренней трехкривой канавкой
Токарно-фрезерный станок с внутренней трехкривой канавкой Jingfusi® — это специализированный обрабатывающий инструмент, используемый для точной обработки внутренних канавок с тремя изогнутыми или контурными поверхностями. Этот токарно-фрезерный станок с внутренней трехзакругленной канавкой обычно используется в отраслях, где требуется производство сложных деталей с внутренними канавками или профилями, которые невозможно легко создать с помощью традиционных методов обработки.
Модель:CK46-3+2
Отправить запрос
Описание продукта
Хотя эти станки в основном используются для обработки внутренних канавок, они также могут выполнять и другие операции обработки, что делает их универсальными для широкого спектра применений. Такие отрасли, как аэрокосмическая промышленность, производство медицинского оборудования, автомобилестроение и точное машиностроение, часто используют эти машины для производства сложных и высокоточных компонентов. Токарно-фрезерные станки с внутренней трехзакругленной канавкой могут обрабатывать различные материалы, включая металлы, пластмассы и композиты, в зависимости от конкретных потребностей в обработке.
Схема перемещения машины

информация о продукте

Список параметров
| Элемент | единица | Спецификация |
| Макс. диаметр поворота | мм | 250 |
| Макс. диаметр качания. над токарным станком | мм | Ø500 |
| Макс. диаметр поворота через станину | мм | Ø160 |
| Наклонная степень кровати | степень | 35° |
| Эффективное перемещение по оси X | мм | 1000 |
| Эффективное перемещение по оси Z | мм | 400 |
| Ось X/Z макс. быстрая скорость передвижения | м/мин | 24 |
| Чугунное основание | ㎡ | 1,8 х 1,1 |
| Размер машины: Д х Ш х В | мм | 2100x1580x1800 |
| Вес нетто машины | кг | 2600 |
| номер инструмента. | шт. | 8 |
| Квадратные инструменты | мм | 20 х 20 |
| Размер отверстия ножа | мм | Ø20 |
| Общая лошадь | кВт | 13 |
| Среднее энергопотребление | кВт/ч | 2 |
| Форма торца шпинделя |
|
А2-5 |
| Скорость вращения шпинделя | об/мин | 6000 |
| Настройка скорости шпинделя | об/мин | 1-4500 |
| Номинальный крутящий момент шпинделя | Нм | 35 Нм (1500 об/мин) |
| Максимальный диаметр стержня | мм | Ø45 |
Точность станка
| Точность машины, стандарт фактора Jingfus: | ||||
| Основной элемент теста | Принципиальная схема | Заводской стандарт | ||
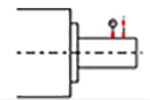
| Радиальный биение шпинделя, |
 |
Обнаружение биения внешнего конуса | 0.0035 | |
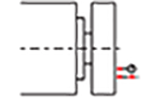
| Положение повторения оси X, X |
 |
Обнаружение повторяющегося позиционирования оси X. Примечание. Сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 0.003 | |
| Положение повтора оси Z, Z |
 |
Обнаружение повторяющегося позиционирования по оси Z. Примечание. Сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 0.003 | |
| Положение повтора оси C, C |
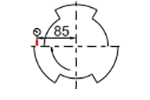 |
Обнаружьте изменение положения фиксированной точки оси C. Обратите внимание: сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 20 угловых секунд | |
| Положение оси C поворотное, C |
 |
Определите точность случайного положения оси C. Обратите внимание: сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем проверьте повторные настройки. | 72 угловых секунды | |
| Если клиент хочет проверить точность ISO или VD1 оси X/Z/Y, это должно быть определено во время написания контракта. Клиент должен протестировать этот товар одновременно с первоначальной приемкой на заводе Jingfusi. | ||||
Горячие Теги: Токарно-фрезерный станок с внутренней трехкривой канавкой, Китай, Производители, Поставщики, Фабрика, Качество, Прайс-лист
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.
сопутствующие товары
 Высокоскоростной револьверный токарно-фрезерный станок
Высокоскоростной револьверный токарно-фрезерный станок
 Автоматический токарно-фрезерный станок
Автоматический токарно-фрезерный станок
 Высокоточный токарно-фрезерный станок с револьверной головкой
Высокоточный токарно-фрезерный станок с револьверной головкой
 Многофункциональный токарно-фрезерный станок с ЧПУ
Многофункциональный токарно-фрезерный станок с ЧПУ
 Револьверный токарно-фрезерный комбинированный станок
Револьверный токарно-фрезерный комбинированный станок
 Высокоскоростной токарно-фрезерный станок с револьверной головкой
Высокоскоростной токарно-фрезерный станок с револьверной головкой



X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности