 English
English- English
-
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Дом
>
Продукты > Токарно-фрезерный комбинированный станок
>
Высокоскоростной револьверный токарно-фрезерный станок






Высокоскоростной револьверный токарно-фрезерный станок
Высокоскоростной токарно-фрезерный станок с револьверной головкой представляет собой сложный станок с ЧПУ (числовым программным управлением), сочетающий в себе возможности токарного (токарного) и фрезерного станка. Эти станки предназначены для точной механической обработки и часто используются в отраслях, где важны высокая точность и эффективность. Вы можете быть уверены, что купите высокоскоростной револьверный токарно-фрезерный станок на нашем заводе, и мы предложим вам лучшее послепродажное обслуживание. и своевременная доставка.
Модель:CK52DTY
Отправить запрос
Описание продукта
Как профессиональный производитель, мы хотели бы предоставить вам высокоскоростной токарно-фрезерный станок. И мы предложим вам лучшее послепродажное обслуживание и своевременную доставку.
Вот некоторые ключевые особенности и характеристики высокоскоростных револьверно-фрезерных станков:
Револьверная головка: эти станки обычно имеют инструментальную револьверную головку, в которой можно разместить несколько режущих инструментов. Револьверную головку можно автоматически индексировать для выбора подходящего инструмента для конкретной операции обработки, что сокращает время наладки и повышает универсальность.
Возможности токарной обработки: высокоскоростные токарные и фрезерные станки с револьверной головкой могут выполнять токарные операции, которые включают в себя вращение заготовки, в то время как режущий инструмент удаляет материал для создания цилиндрических или конических форм. Это полезно для изготовления деталей с вращательной симметрией.
Возможности фрезерования: эти станки также могут выполнять фрезерные операции, которые включают удаление материала с заготовки путем перемещения режущего инструмента в различных направлениях. Фрезерование позволяет создавать сложные формы, детали и контуры.
Управление с ЧПУ. Большинство современных токарных и фрезерных станков управляются системами ЧПУ. Технология ЧПУ позволяет точно контролировать движения инструмента и процессы обработки, обеспечивая точность и повторяемость.
Приводной инструмент: Некоторые станки оснащены приводным инструментом. Приводной инструмент позволяет выполнять операции фрезерования во время вращения заготовки, расширяя возможности станка и уменьшая необходимость в нескольких наладках.
Автоматическая смена инструмента. Многие из этих станков оснащены автоматическими устройствами смены инструмента, которые могут быстро и автоматически заменять инструменты в револьверной головке, что позволяет осуществлять непрерывную обработку без смены инструмента вручную.
Применение: Высокоскоростные токарные и фрезерные станки с револьверной головкой находят применение в отраслях, требующих высокоточных компонентов, таких как аэрокосмическая, автомобильная, медицинская промышленность, а также производство сложных механических деталей.
Подводя итог, можно сказать, что высокоскоростной токарно-фрезерный станок с револьверной головкой — это универсальный станок с ЧПУ, который сочетает в себе возможности токарной и фрезерной обработки с упором на высокоскоростную обработку. Они используются в отраслях, где производство сложных и точных компонентов имеет важное значение, а их передовые характеристики делают их ценным активом для современных производственных процессов.
Возможности токарной обработки: высокоскоростные токарные и фрезерные станки с револьверной головкой могут выполнять токарные операции, которые включают в себя вращение заготовки, в то время как режущий инструмент удаляет материал для создания цилиндрических или конических форм. Это полезно для изготовления деталей с вращательной симметрией.
Возможности фрезерования: эти станки также могут выполнять фрезерные операции, которые включают удаление материала с заготовки путем перемещения режущего инструмента в различных направлениях. Фрезерование позволяет создавать сложные формы, детали и контуры.
Управление с ЧПУ. Большинство современных токарных и фрезерных станков управляются системами ЧПУ. Технология ЧПУ позволяет точно контролировать движения инструмента и процессы обработки, обеспечивая точность и повторяемость.
Приводной инструмент: Некоторые станки оснащены приводным инструментом. Приводной инструмент позволяет выполнять операции фрезерования во время вращения заготовки, расширяя возможности станка и уменьшая необходимость в нескольких наладках.
Автоматическая смена инструмента. Многие из этих станков оснащены автоматическими устройствами смены инструмента, которые могут быстро и автоматически заменять инструменты в револьверной головке, что позволяет осуществлять непрерывную обработку без смены инструмента вручную.
Применение: Высокоскоростные токарные и фрезерные станки с револьверной головкой находят применение в отраслях, требующих высокоточных компонентов, таких как аэрокосмическая, автомобильная, медицинская промышленность, а также производство сложных механических деталей.
Подводя итог, можно сказать, что высокоскоростной токарно-фрезерный станок с револьверной головкой — это универсальный станок с ЧПУ, который сочетает в себе возможности токарной и фрезерной обработки с упором на высокоскоростную обработку. Они используются в отраслях, где производство сложных и точных компонентов имеет важное значение, а их передовые характеристики делают их ценным активом для современных производственных процессов.
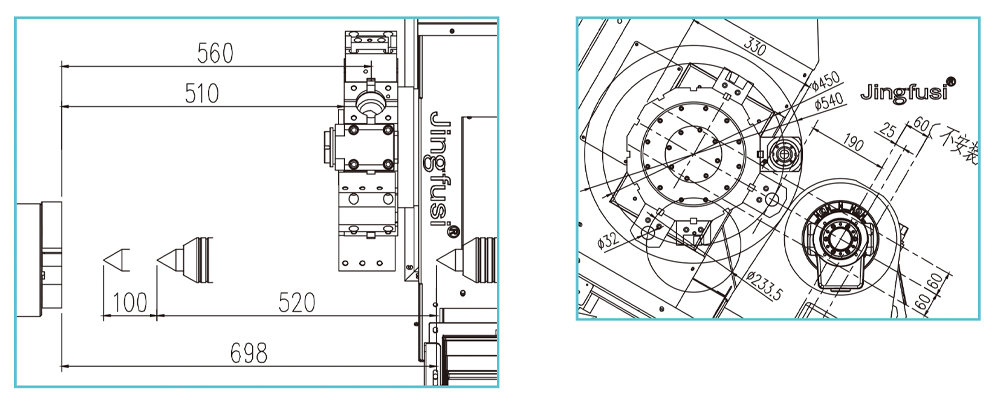
Схема перемещения машины
информация о продукте

Список параметров
| элемент | Модель токарного станка | единица | CK52DTY | CK76DTY | CK46DTY |
| Объем обработки | Максимальный диаметр вращения шпинделя | мм | Ø 700 | ||
| Максимальная длина внешнего круга поворота | мм | 520 | |||
| Максимальный диаметр стержня | мм | Ø 55 | Ø 72 | Ø 45 | |
| главная ось | Максимальная скорость шпинделя | об/мин | 4200 (настройка 3500) | 3200 (настройка 2000) | 6000 (комплект 4500) |
| Тип шпиндельной головки |
|
А2 – 6 | А2 -8 | А2 – 5 | |
| Диаметр сквозного отверстия шпинделя | мм | Ø 66 | Ø 86 | Ø 56 | |
| кормить | Максимальный ход оси X/Z/Y | мм | 260/500/±60 | ||
| Приводная головка 90°, проходящая через центр шпинделя | мм | 30 | |||
| Максимально быстрое перемещение по оси X/Z/Y | м/мин | 24 (настройка 16)/ 24 (настройка 16)/14 (настройка 8) | |||
| Винтовой стержень оси X/Z/Y | мм | 40 | |||
| Роликовые направляющие оси X/Z/Y | мм | 35/45/35 | |||
| Силовая турель |
Модель силовой турели (силовая турель) | БМТ | БМТ55 | ||
| Цанга с силовой головкой | ЯВЛЯЕТСЯ | ЭР32 | |||
| Фиксированный размер держателя инструмента | мм | 25X25 | |||
| Диаметр хвостовика держателя отверстия | мм | Ø32 | |||
| электрические машины | Мощность/крутящий момент главного двигателя | КВт/Нм | 11 кВт/номинальный крутящий момент 72 Нм | 15 кВт/номинальный 98 Нм | 7,5 кВт/номинальный крутящий момент 47 Нм |
| Мощность/крутящий момент двигателя оси X/Z/Y | КВт/Нм | yaskawa 2,9 кВт/18,6 Нм,Дополнительно новое поколение 3,1 кВт/15 Нм | |||
| Мощность/крутящий момент двигателя силовой головки башни | КВт/Нм | Новое поколение 3,1 кВт/15 нм | |||
| Максимальная скорость силового двигателя башни | об/мин | 6000 (настройка 4000), общая скорость≤4000 | |||
| Мощность/крутящий момент двигателя силовой головки | КВт/Нм | 3,1 кВт/15 морских миль | |||
| Мощность/крутящий момент двигателя смены инструмента в револьверной головке | КВт/Нм | Новое поколение 1,0 кВт/3,1 м.м. | |||
| задняя бабка | ход задней бабки | мм | 520 | ||
| Максимальный гидравлический ход задней бабки |
мм | 100 | |||
| Конус конического отверстия верхней иглы задней бабки | МК | мох 5# | |||
| Максимальное расстояние между наконечником и патроном | мм | 690 | |||
| другой | Тормозное устройство позиционирования шпинделя |
|
Гидравлический, опционально программируемый | ||
| Наклон кровати | ° | 30° или 15° | |||
| Длина станка X ширина X высота | мм | 2500X1680X1900 | |||
| Общий вес всей машины | КГ | 5000 кг | |||
| Суммарная мощность | кВт | 20 | |||
| Среднее энергопотребление | кВт/ч | 3 | |||
Точность станка
| Точность машины, стандарт фактора Jingfus: | ||||||||
| Основной элемент теста | Принципиальная схема | Метод обнаружения |
Заводской стандарт |
|||||
| Радиальный биение шпинделя |

|
Обнаружение биения внешнего конуса | 0.0035 | |||||
| Положение повтора по оси X |

|
Обнаружение повторяющегося позиционирования оси X. Примечание. Сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 0.003 | |||||
| Положение повтора по оси Z |
 |
Обнаружение повторяющегося позиционирования по оси Z. Примечание. Сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 0.003 | |||||
| Положение повтора по оси Y |

|
Обнаружение повторяющегося позиционирования по оси Y. Примечание. Сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 0.004 | |||||
| Положение повтора оси C |

|
Обнаружьте изменение положения фиксированной точки оси C. Обратите внимание: сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 20 угловых секунд | |||||
| Положение оси C, поворотное |

|
Определите точность случайного положения оси C. Обратите внимание: сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем проверьте повторные настройки. | 72 угловых секунды | |||||
| Силовой зажим головки |

|
Конусный удар | 0.015 | |||||
| Силовой зажим головки |
 |
Зажимное биение | 0.01 | |||||
| Если клиент хочет проверить точность ISO или VD1 оси X/Z/Y, это должно быть определено во время написания контракта. Клиент должен протестировать этот товар одновременно с первоначальной приемкой на заводе Jingfusi. | ||||||||
Горячие Теги: Высокоскоростной револьверный токарно-фрезерный станок, Китай, Производители, Поставщики, Фабрика, Качество, Прайс-лист
Тег продукта
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.
сопутствующие товары
 Автоматический токарно-фрезерный станок
Автоматический токарно-фрезерный станок
 Высокоточный токарно-фрезерный станок с револьверной головкой
Высокоточный токарно-фрезерный станок с револьверной головкой
 Многофункциональный токарно-фрезерный станок с ЧПУ
Многофункциональный токарно-фрезерный станок с ЧПУ
 Револьверный токарно-фрезерный комбинированный станок
Револьверный токарно-фрезерный комбинированный станок
 Высокоскоростной токарно-фрезерный станок с револьверной головкой
Высокоскоростной токарно-фрезерный станок с револьверной головкой
 Токарно-фрезерный станок с внутренней трехкривой канавкой
Токарно-фрезерный станок с внутренней трехкривой канавкой



X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности