 English
English- English
-
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Дом
>
Продукты > Токарный станок с ЧПУ с наклонной станиной
>
Токарный станок с ЧПУ с наклонной станиной и рядом инструментов






Токарный станок с ЧПУ с наклонной станиной и рядом инструментов
Высококачественный токарный станок с ЧПУ с наклонной станиной и рядом инструментов предлагает китайский производитель Jingfusi®. Купите токарный станок с ЧПУ с наклонной станиной и рядом инструментов, который отличается высоким качеством напрямую и по низкой цене.
Отправить запрос
Описание продукта
Jingfusi® является ведущим китайским производителем, поставщиком и экспортером токарных станков с ЧПУ с наклонной станиной и рядом инструментов. Придерживаясь стремления к идеальному качеству продукции, наши токарные станки с ЧПУ остались довольны многими клиентами. Экстремальный дизайн, качественное сырье, высокая производительность и конкурентоспособная цена — это то, чего хочет каждый клиент, и это также то, что мы можем вам предложить. Конечно, немаловажным является и наше безупречное послепродажное обслуживание. Если вы заинтересованы в наших услугах, вы можете проконсультироваться с нами сейчас, мы ответим вам вовремя!


Схема перемещения машины
информация о продукте
Список параметров
| Основная спецификация | |||
| Элемент | единица | Спецификация | Примечание |
| Макс. диаметр поворота | мм | 250 |
|
| Макс. диаметр качания. над токарным станком | мм | Ø500 |
|
| Макс. диаметр поворота через станину | мм | Ø160 |
|
| Наклонная степень кровати | степень | 35° |
|
| Эффективное перемещение по оси X | мм | 1000 |
|
| Эффективное перемещение по оси Z | мм | 400 |
|
| Ось X/Z макс. быстрая скорость передвижения | м/мин | 24 |
|
| Размер стола: Д х Ш | мм | 700 х 290 |
|
| Размер машины: Д х Ш х В | мм | 2100x1580x1800 |
|
| Вес нетто машины | кг | 2600 |
|
|
|
шт. | 8 |
|
| Квадратные инструменты | мм | 20 х 20 |
|
| Размер отверстия ножа | мм | Ø20 |
|
| Общая лошадь | кВт | 13 |
|
| Среднее энергопотребление | кВт/ч | 2 |
|
| Форма торца шпинделя |
|
А2-5 | 52:А2-6;СК36:А2-4 |
| Скорость вращения шпинделя | об/мин | 6000 | 52:4200;СК36:5000 |
| Настройка скорости шпинделя | об/мин | 1-4500 | 52:1-3500;СК36:1-4500 |
| Номинальный крутящий момент шпинделя | Нм | 35 Нм (1500 об/мин) | 52: 47,8 нм; CK36: 38 нм |
| Максимальный диаметр стержня | мм | Ø45 | 52:Ø50;CK36::Ø50 |
Точность станка
| Точность машины, стандарт фактора Jingfus: | ||||
| Основной элемент теста | Принципиальная схема | Заводской стандарт | ||
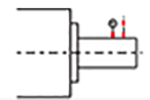
| Радиальный биение шпинделя, |
 |
Обнаружение биения внешнего конуса | 0.0035 | |
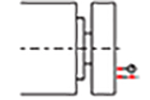
| Положение повторения оси X, X |
 |
Обнаружение повторяющегося позиционирования оси X. Примечание. Сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 0.003 | |
| Положение повторения оси Z, Z |
 |
Обнаружение повторяющегося позиционирования по оси Z. Примечание. Сначала спрогнозируйте около 50 раз, чтобы компенсировать ошибку холодного и горячего двигателя, а затем определите повторное позиционирование. | 0.003 | |
| Если клиент хочет проверить точность ISO или VD1 оси X/Z/Y, это должно быть определено во время написания контракта. Клиент должен протестировать этот товар одновременно с первоначальной приемкой на заводе Jingfusi. | ||||
Горячие Теги: Токарный станок с ЧПУ с наклонной станиной и рядом инструментов, Китай, производители, поставщики, фабрика, качество, прайс-лист
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.






X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности